

喷塑生产流水线是一种集自动化、环保性与高效性于一体的现代涂装工艺系统,广泛应用于家电、汽车、建材、五金等行业。其核心原理是通过静电吸附将粉末涂料均匀覆盖于工件表面,经高温固化形成致密涂层。以下从结构组成、工作原理及技术优势三方面展开论述。
一、核心结构组成
喷塑生产流水线由五大核心系统构成,各系统协同工作以实现连续化生产:
1. 前处理系统
功能:清除工件表面油污、锈蚀及杂质,形成化学转化膜以增强涂层附着力。
工艺流程:
脱脂:采用碱性或中性清洗剂去除油污。
水洗:多级清水冲洗去除残留药剂。
表调:调整工件表面活性,为磷化做准备。
磷化:生成磷酸盐膜层,提升耐腐蚀性。
钝化:无铬环保处理,防止闪锈。
")
设备:喷淋式前处理机组、抛丸清理机(适用于铸件)、超声波清洗机。
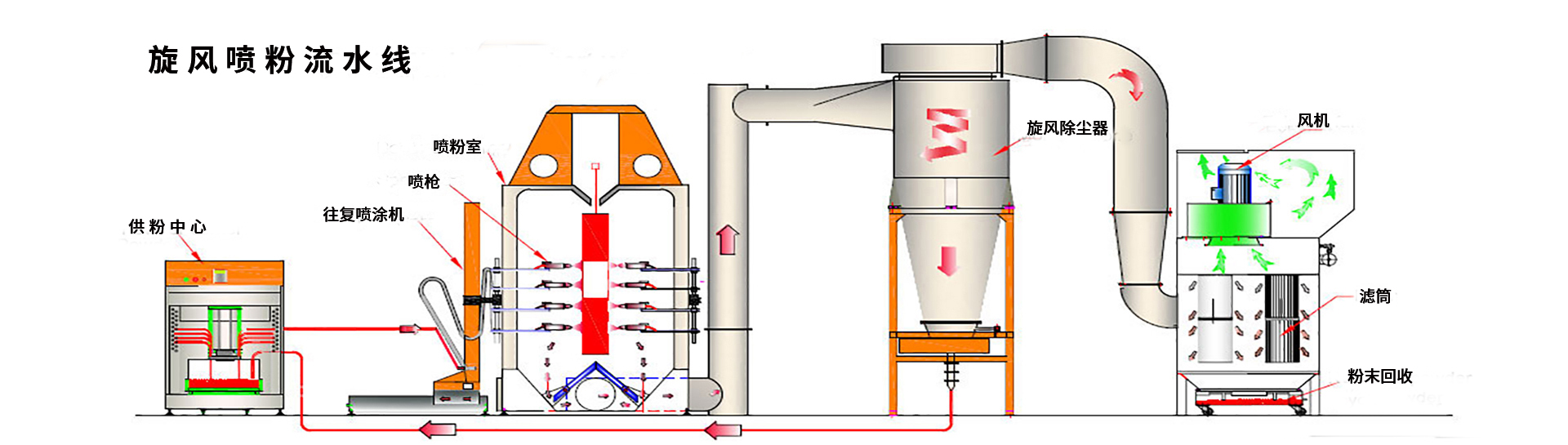
2. 喷粉系统
组成:
供粉装置:粉桶、粉泵、输粉管路,通过压缩空气将粉末流体化输送至喷枪。
喷枪:内置高压发生器,枪尖电压达10万伏,使粉末带负电。
回收系统:大旋风分离器+滤芯式回收装置,未吸附粉末经布袋除尘后循环利用,回收率>95%。
关键参数:
喷粉量:200-300g/min(热喷涂工艺)。
涂层厚度:50-60μm(通过喷枪距离与速度控制)。
3. 固化系统
结构:
加热单元:天然气燃烧器或电加热管,提供190-210℃热源。
保温箱体:采用岩棉或硅酸铝纤维保温材料,确保温度均匀性。
输送机构:通过式烘道(工件连续移动)或箱式固化炉(批量处理)。
工艺控制:固化时间≥10分钟,确保粉末完全熔融流平,形成交联结构。
4. 输送系统
类型:
链条输送机:适用于规则工件,速度可调(如3.3米/分钟提升产能)。
机械手:多轴机器人实现复杂轨迹喷涂,适用于异形件。
上下链板夹持:岩棉生产线专用,确保产品平整度。
功能:实现工件在各工序间的自动流转,匹配喷涂与固化节奏。
5. 控制系统
核心组件:
PLC控制器:集成温度、链条速度、喷涂压力等参数控制。
传感器:红外测温仪、光电开关实时监测生产状态。
人机界面:触摸屏操作,支持配方存储与故障诊断。
智能化升级:物联网模块实现远程监控,AI算法优化喷涂路径与能耗。
二、工作原理与工艺流程
喷塑生产遵循“前处理→喷涂→固化→检验”的核心流程,具体步骤如下:
1. 工件预处理
目的:确保基材表面清洁度达Sa2.5级(ISO 8501-1标准)。
关键控制点:
磷化膜厚度:2-3g/m²(锌系磷化)。
水洗槽pH值:定期更换,避免Fe²⁺积累影响效果。
2. 静电喷涂
原理:喷枪电离空气形成电场,带电粉末受工件(接地)吸引,均匀附着。
技术优势:
粉末利用率:>95%(油漆仅50%)。
涂层均匀性:膜厚偏差±5μm,无流挂、针孔缺陷。
3. 高温固化
物理变化:
粉末熔融:树脂软化点(通常80-120℃)以上开始流动。
流平:表面张力驱动粉末铺展,消除橘皮现象。
交联固化:固化剂促进树脂分子间化学键形成。
能耗控制:通过热回收装置将排风余热用于前处理水洗加热,降低综合能耗。
4. 后处理与检验
冷却:自然冷却或强制风冷,避免骤冷导致涂层开裂。
检验标准:
附着力:百格法测试达1级(GB/T 9286)。
耐冲击性:50kg·cm冲击无脱落(GB/T 1732)。
盐雾试验:>500小时无锈蚀(GB/T 10125)。
三、技术优势与创新趋势
1. 环保性突破
低VOC排放:粉末涂料不含溶剂,VOCs排放量<0.1g/m³(远低于油漆的200-300g/m³)。
闭环回收:未吸附粉末经旋风分离+滤芯过滤后重复使用,减少废料产生。
2. 生产效率提升
自动化集成:某钟表制造厂家案例显示,生产线速度从2.3米/分钟提升至3.3米/分钟,产能提升43%。
快速换色:小旋风+滤芯回收系统可在15分钟内完成颜色切换,适应多品种生产需求。
3. 智能化升级
AI参数优化:通过深度学习算法建立喷涂模型,自动调整喷枪角度与粉量,减少人工调机时间。
数字孪生:虚拟仿真系统预测生产瓶颈,优化设备布局与工艺参数。
4. 材料适应性扩展
低温固化粉末:开发120℃固化粉末,适用于热敏材料(如塑料、木材)。
功能性粉末:抗菌、导电、自修复等特种粉末的应用,拓展产品附加值。
四、行业应用案例
1. 汽车零部件
案例:某汽车轮毂制造商采用通过式烘道,实现日产5000件,涂层耐石击性能达SAE J400标准。
创新点:集成机器人视觉系统,自动识别工件型号并调用对应喷涂程序。
2. 建材行业
案例:铝型材喷塑线采用双头喷枪对称布置,涂层厚度均匀性提升30%,满足AAMA 2605标准。
环保措施:配备RTO(蓄热式热力焚烧)装置处理废气,VOCs净化效率>99%。
3. 家电领域
案例:冰箱侧板喷塑线采用往复式喷涂机器人,膜厚标准差从8μm降至3μm,外观合格率提升至99.5%。
成本控制:通过粉末回收系统,单台线每年节约涂料成本约120万元。
五、挑战与未来发展方向
1. 现存挑战
粉末堵枪:高粘度粉末易堵塞喷嘴,需优化粉体粒径分布(推荐10-50μm)。
深腔件覆盖:复杂内腔工件需结合静电旋转杯或流化床工艺。
2. 技术趋势
超临界流体喷涂:利用CO₂超临界流体替代压缩空气,实现零VOC排放与超薄涂层(<30μm)。
3D打印结合喷塑:金属3D打印件直接喷塑,替代传统机加工+电镀工艺,缩短生产周期。
结语
喷塑生产流水线凭借其高效、环保、智能化的优势,已成为现代制造业表面处理的主流方案。随着材料科学、自动化技术与环保法规的协同发展,该领域将持续创新,为工业4.0时代的高质量发展提供关键支撑。
