

1.行业背景和趋势
随着全球环保法规的收紧和2025年“工业涂料”国际标准(如ISO 8130-6:2021、ASTM D3451)的实施,低VOC排放的粉末涂料已成为塑料行业表面处理的主流选择。数据显示,粉末涂料在汽车零部件市场的年增长率为12%。其无溶剂和高利用率(超过95%)的特点使其成为环保涂料的理想解决方案。")
2.设计原则和核心目标
环境保护第一
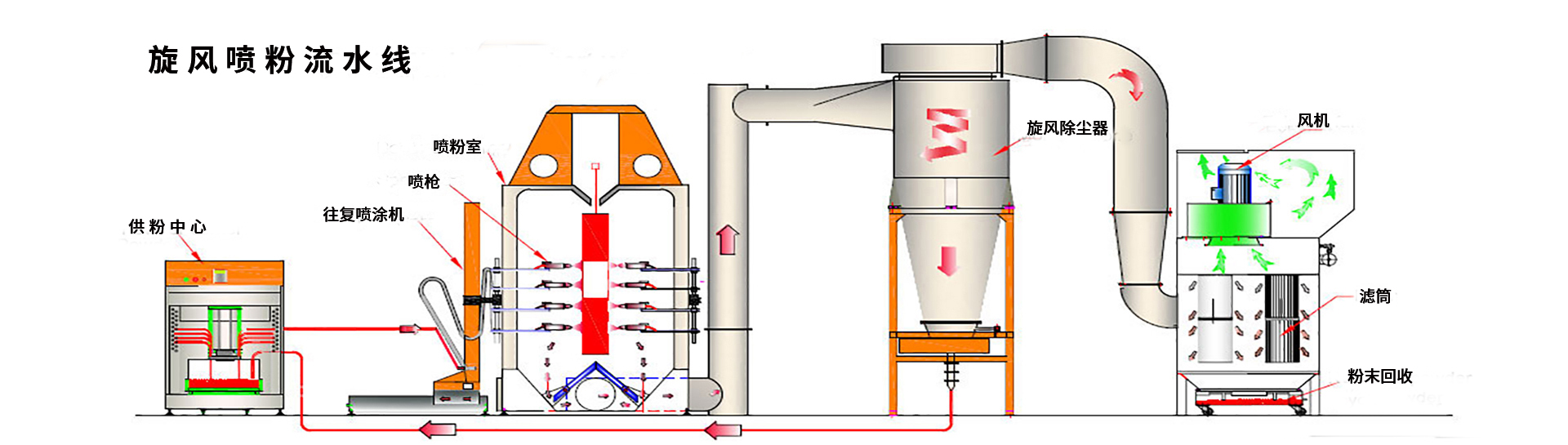
采用多级粉末回收系统(旋风分离器+滤芯),回收率98%,减少粉尘排放。
使用低温固化粉(低于120°C)可将能耗降低30%,符合ISO 14001环境管理体系要求。
节能高效
通过PLC+HMI自动控制系统,可以精确调整粉末喷涂参数(电压、粉末输出),减少人为错误。
智能调度系统优化了生产节奏,设备利用率提高了30%,闲置时间减少了15%。
灵活适应
模块化设计支持快速换色(5分钟内完成),适合小批量和多品种订单要求。
堆积和释放输送线允许工件暂停,避免固化炉中的温度波动,确保产品质量。
III、 工艺流程的详细说明
1.预处理
化学脱脂+超声波清洗:彻底清除塑料表面的油污和脱模剂,确保涂层附着力。
静电消除和除尘:使用高压电离气流解决塑料静电吸附灰尘的问题,提高涂层均匀性。
2.粉末喷涂和固化
静电喷枪选择:
手动喷枪(Gema/Wagner品牌):适用于复杂工件(如异形件),电压60-100kV可调。
自动喷枪(ABB/Fanuc机器人):多轴往复喷涂,粉末输出精度±5%,适合批量生产。
固化炉设计:
红外辐射加热:快速加热(5-10分钟),适用于热敏塑料材料。
温度均匀性±5℃,保温材料厚度≥150mm,空气循环系统均匀性偏差<10%。
3.回收和后处理
多级回收系统:旋风分离器+PTFE涂层滤芯,回收效率>95%,每年可节省粉末成本约20万元。
冷却装置:水冷/风冷机组将回收粉末的温度降至25-30℃,以防止喷枪结块和堵塞。
IV、 环境保护和安全措施
废气处理:VOC废气处理装置确保排放符合标准(符合ISO 14001和欧盟PPWR法规)。
防火防爆:粉末喷涂室采用防爆电机、静电消除装置和微负压设计(-10~-30Pa),防止粉尘爆炸。
操作安全:定期维护设备,培训操作人员掌握防爆和急救技能。
五.案件和数据支持
案例:某集团采用模块化粉末喷涂线后,变色时间缩短50%,设备利用率提高30%,年VOCs排放量减少12吨。
数据:高效的回收系统每年可节省粉末成本20万元;智能调度系统将空闲时间减少了15%,每年节省3.6万千瓦时的电力。
VI、 未来发展趋势
智能化:集成AI厚度传感器和AGV调度系统,实现无人操作和实时质量监控。
材料创新:低温固化粉末(120°C以下)适用于热敏塑料材料,拓展应用领域。
数字化:物联网技术实现了设备的远程监控和预测性维护,以减少停机时间。
结论
通过国际标准工艺设计、智能设备选型和工艺优化,塑料行业的粉末喷涂生产线可以实现高效生产和低排放的双重目标。2025年,随着更严格的政策和技术创新,模块化和智能化将成为涂装线升级的核心方向。企业需要紧跟潮流,提前规划,才能在竞争中获得优势。
