

在竞争激烈的制造业中,完美的涂层效果关乎客户满意度的成败。然而,油漆下残留的碎屑、灰尘或颗粒仍然是涂装生产线面临的最大挑战。这些缺陷不仅影响美观,还会降低耐腐蚀性。以下是如何在涂装设备生产线的每个阶段消除这些缺陷的方法。
")
1. 完美预处理:清洁的基础
脱脂难题:冲压或机械加工产生的油污会吸附空气中的灰尘。为了达到最佳脱脂效果,请使用碱性清洁剂,并将水的pH值保持在10-12。
防锈:焊接站的铁屑会污染生产线。在预处理槽中安装磁选器。
干燥效率:水渍容易滋生碎屑。确保烘箱温度达到120-150°C,并持续15分钟的干燥周期。
专业提示:使用接触角仪进行测试——水滴形成的角度小于90°表明表面清洁。
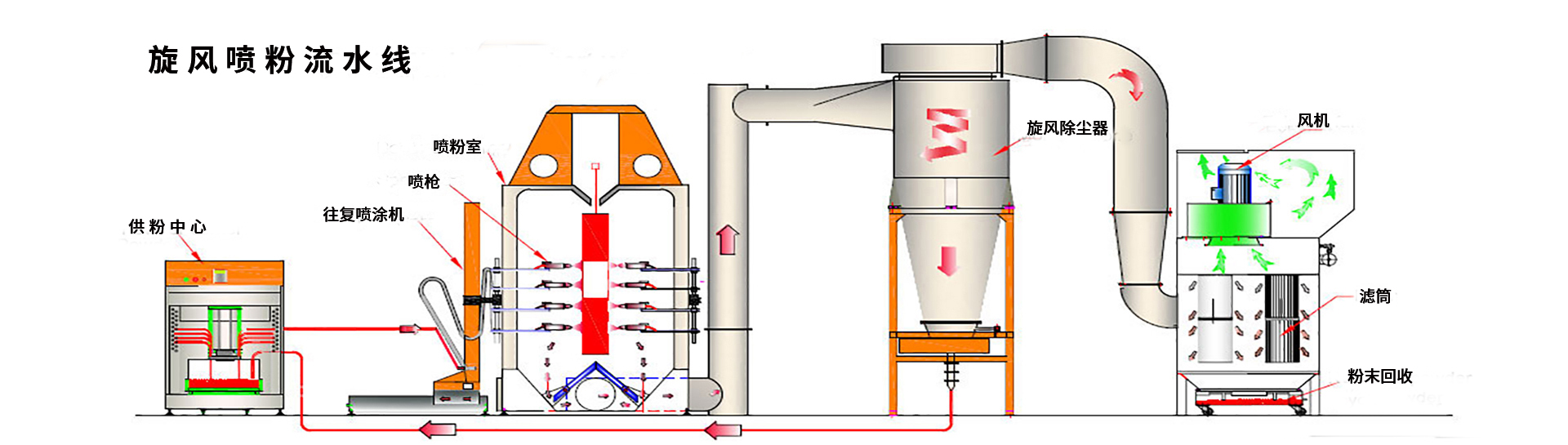
2. 喷漆室控制:科学与卫生的结合
空气质量:每立方米空气中哪怕一个灰尘颗粒都会破坏漆面。使用高效空气过滤器(效率高达99.97%),并保持喷漆室正压。
静电消除:离子棒可减少颗粒粘附。将其放置在距离传送带30厘米的位置。
过喷管理:横向通风喷房可捕获 95% 的过喷。每周清洁过滤器以防止回吹。
案例研究:一家印度家电制造商升级到配备脉冲喷射过滤器清洁系统的下吸式喷房后,缺陷率降低了 60%。
3. 材料管理:从纯度到应用
粉末储存:湿度 > 60% 会导致粉末结块。请将粉末储存在密封容器中,温度保持在 25°C/50% RH。
喷枪维护:喷嘴插件磨损会导致喷涂不均匀。每 500 小时或流量下降 10% 时更换一次。
接地检查:电气接触不良会导致静电。请使用万用表(目标电阻 <1 MΩ)进行检查。
数据洞察:82% 的涂层缺陷可归因于喷枪维护不当或材料处理不当。
4. 固化精度:最后的边界
温区:温差 >±5°C 会产生橘皮组织。使用红外高温计进行实时炉温分布图绘制。
传送带速度:即使速度变化小至 0.1 米/分钟,也会影响固化时间。安装编码器驱动的控制装置。
冷却站:快速冷却可锁住水分。包装前,温度逐渐降至 80°C 或以下。
符合法律规定:AATCC 测试方法确保固化符合汽车/航空航天标准。
