众所周知,RTO采用高热容量的蜂窝状陶瓷作为蓄热体,待处理有机废气与蓄热陶瓷体进行换热升温后,在氧化室中升温至760℃燃烧,使其中的VOCs成分氧化分解成二氧化碳和水,净化后的达标气体与蓄热陶瓷体进行换热降温后经烟囱排入大气。在国外,蓄热式热氧化炉的市场占有份额高达70%。
国内VOCs治理常用的技术有冷凝法、吸收法、吸附法、热力破坏法、膜分离法、低温等离子体、光催化氧化、生物处理法等。精细化工行业挥发性有机物(VOCs)具有种类繁多、组分复杂、波动性大等特点。目前常用的处理技术很难保证VOCs废气稳定达标排放。RTO具有净化效率高、可适用组分复杂波动性大的VOCs、热回收效率高、运行稳定性好等优点,是目前适用性*好、净化效率*高的VOCs治理装置,随着国家对VOCs废气排放要求越来越严格,RTO在精细化工行业中得到了广泛应用。
然而,在实际运行中,部分企业和供应商仅考虑系统的净化效率和能耗,而忽视了系统的安全性设计,导致RTO系统运行过程中时有安全事故发生。根据《大气污染治理工程技术导则》、《蓄热燃烧法工业有机废气治理工程技术规范(征求意见稿)》等规范,RTO系统主要包括污染气体收集和输送系统、气态污染物热力燃烧系统、控制与安全要求等。针对RTO系统安全设计,本文依据规范要求并结合工程经验,从废气输送管道设计、RTO系统主体设计(含控制与安全要求)、RTO系统调试三个方面提出了以下几点分析和建议,供大家借鉴。
1、废气输送管道设计
1.1生产车间输送系统设计
精细化工行业的产品通常是间歇式生产,废气排放气量波动性较大,生产车间输送风机如采用定频控制,车间支管段内压力也会随废气排放气量波动而变化,存在支管段内废气压力不稳而泄漏的风险。因此,车间输送风机前端建议增加压力检测点,并根据现场实际情况设置压力参数,与车间输送风机联锁变频控制,维持车间支管段内压力稳定。
1.2废气输送管道坡度和排凝设置
精细化工行业废气成分复杂,波动性大,车间预净化一般会设置有冷凝和喷淋系统,起到“消谷平峰”的作用,然而,经过冷凝和喷淋后的废气含有大量饱和水蒸气,如设计不合理,废气输送管道的拐点和低点会有积液凝聚,夏季积液挥发可能引发VOCs浓度超爆炸下限的风险,冬季积液冻结则可能造成管道损坏引发废气泄露的风险。因此,废气输送管道应依据《石油化工金属管道布置设计规范》要求,设计管道坡度,并在管道拐角和低点设置排凝点,定期排凝,避免管道内积液现象的产生。
1.3废气输送管道防静电设置
废气输送管道一般距离较长、管线复杂,气体流速较快,管道内会有静电产生,如静电大量积聚,会引发爆炸等安全事故。因此,废气输送管道建议采用金属管道,并依据《石油化工静电接地设计规范》要求,做好管道法兰跨接和静电接地。
1.4废气输送管道压力控制设计
依据《大气污染治理工程技术导则》要求,废气输送管道整体宜呈微负压状态,可有效避免各管道内废气泄露、相互串气的风险。因此,废气输送管道需要做风压平衡计算,确保管道呈微负压状态。以浙江嘉兴某医药企业为例,计算步骤如下:
1)确定计算范围:各单元风机出口到RTO前风机入口。
2)参照《简明通风设计手册》,在6~14m/s流速范围内根据废气流量计算废气输送管道管径。
3)运用风压平衡计算软件:PipeFlowExpert。
4)选取介质为废气(空气),基本参数如表1所示。
5)管道材质选择,该企业管道材质选取PP,绝对粗糙度系数为0.005mm。
6)管道走向绘制、管段长度和管径输入。
7)各单元废气流量输入、RTO前风机压力拟输入。
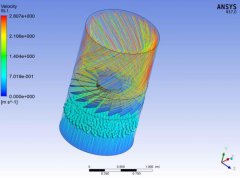
8)得出该企业全厂风压平衡计算数据,如图1所示。

由图1可知,该企业各节点位置负压*小值为-350Pa,处于微负压状态,满足设计要求。此外,建议在废气输送管道与车间各支管节点位置设置压力检测点,远传操作界面,实时监控,确保废气输送管道与车间支管节点位置负压,避免各节点位置泄漏、串气。
1.5废气输送管道阻火器和压力泄放设置
通过对江苏多家医药化工企业RTO炉的安全事故调查分析,发现废气输送管道是目前发生爆炸事故的重灾区,因此,各生产车间出口管道上建议设置阻火器,避免爆炸事故扩散到各生产车间,并在废气输送管道的关键位置设置泄爆口,保证整个系统能够及时、有效的泄爆。依据《石油化工企业设计防火规范》要求,RTO属于明火设备,如RTO系统回火,会引发废气输送管道起火或爆炸等安全事故,因此,废气输送管道与RTO系统主体对接位置需设置阻火器,防止并阻断RTO系统回火。
2、RTO系统主体设计
此外,精细化工的RTO焚烧系统区别喷涂机印刷行业,精细化工行业的废气特点及处理难度均比这几个行业复杂/难得多,RTO系统主体设计应更加注意如下5点。
2.1、RTO设备材质选型
精细化工行业废气中常含有卤代烃、无机氯离子、硫、氮等元素,燃烧过程中会有氯化物、硫化物等腐蚀性较强的物质产生,因此,RTO设备材质选型应结合企业废气性质考虑,否则RTO设备各结构件极易腐蚀损坏,存在RTO设备变形、坍塌、废气泄漏等安全风险。
2.2、RTO炉体内部清洗设置
调研过江苏多家医药化工企业RTO炉,发现大部分企业RTO炉在运行一段时间后,蓄热床层底部有二次污染物大量积聚(如上图)、黏附现象,易造成蓄热床层底部堵塞,引发火灾等安全事故。以江苏盐城某医药企业为例,经过取样试验分析发现,该二次污染物具有以下特性:
1)良好的水溶性,同时易溶于乙醇;
2)滴加碱液后有明显有机胺异味;
3)马沸炉中加热至250℃后发生升华现象,直接在炉壁结晶,加热至300℃发生不完全燃烧;
4)水溶液COD高达数万mg/L,且水溶液含有大量氯离子。综上所述初步预计为三乙胺盐酸盐,针对该类企业,RTO蓄热床层底部建议增设清洗装置,对底部蓄热陶瓷体定期清洗,避免有机物黏附现象的产生。
2.3、RTO炉体压力泄放设计
RTO炉蓄热床层堵塞或某一时间段废气浓度骤升时,RTO燃烧室存在超压的风险,因此,RTO燃烧室上应设置泄压阀,并在RTO进出口管路设置压差检测装置,根据现场实际情况设置压差参数,与RTO控制程序联锁,当进出口管路的压力差值大于设定值时,及时打开泄压阀泄压。
2.4、LEL在线监测设置
RTO系统上应设置LEL在线监测,用于实时监测待净化废气浓度值,当废气浓度瞬时值超过设定安全值后,采取稀释、走旁通等应对措施,避免高浓度废气直接进入RTO炉体从而引发安全事故。LEL在线监测的安装位置和选型应从时效性、准确性等方面考虑,确保RTO系统能够及时、有效的做出应对措施,一般医药企业废气总管混合废气浓度波动性大,比如某时刻该时间段混合废气浓度峰值在爆炸下限的27.3%,超过爆炸下限的25%,因RTO系统响应及时,避免了安全事故的发生。
2.5、UPS备用电源和压缩空气储气罐的设置
RTO系统突然断气断电情况下,若RTO控制程序完全失电失气,RTO控制界面各关键节点参数无法实时反馈,阀门切换不到位,存在废气燃烧、爆炸等安全隐患,因此,RTO系统应设置UPS备用电源和压缩空气储气罐。(来源于网络)
版权声明:本网注明来源为“环亚环保”的文字、图片内容,版权均属本站所有,如若转载,请注明本文出处:http://www.ythyhb.com 。同时本网转载内容仅为传播资讯,不代表本网观点。如涉及作品内容、版权和其它问题,请与本网站联系,我们将在及时删除内容。








 行业新闻
行业新闻