氮氧化物( NOx) 对大气环境造成的危害已成为影响生态环境和经济社会可持续发展的重要因素,其来源主要集中在火电、玻璃、陶瓷、水泥、钢铁和焦化行业等固定污染源以及机动车、船舶和飞机等移动污染源。实践表明,催化脱硝是NOx 减排的*有效手段。介绍我国NOx 污染现状,并结合不同领域和行业的烟气特点,阐述NOx 的治理情况和研究难点。在此基础上,围绕NOx 催化消除这一共性问题,根据不同行业间实际工况的共性和差异性,分别以NH3 - SCR( 固定源脱硝)和NO + CO( 移动源脱硝) 两种催化脱硝技术为主线,系统综述固定源( 中高温、低温、抗中毒) 及移动源( 汽油车和柴油车) 中脱硝催化剂的研究进展,并对不同领域相应脱硝催化剂可能的发展方向进行展望。
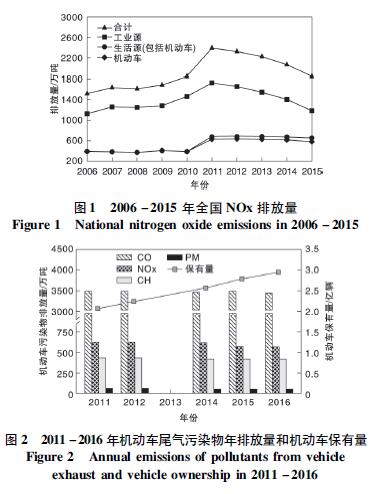
随着我国工业化进程的加快,大气污染已成为当前环境面临的重要问题。人为因素是造成大气污染的主要诱因,包括燃料燃烧、工业生产、交通运输和农业活动等人类生产活动。在众多大气污染物中,NOx 由于能够产生酸雨、引起臭氧层破坏并带来光化学烟雾和雾霾等恶劣天气,近年来受到社会的广泛关注。国务院总理李克强在2018 年3 月5日举行的第十三届全国人民代表大会第*次会议上作的政府工作报告中,将实现二氧化硫和NOx 排放量下降3%作为三大攻坚战之一。根据近几年《环境统计年报》数据统计( 图1) ,尽管2011 - 2015 年NOx 排放量总体呈下降趋势,但总量依然很大。而作为移动排放源的机动车,由于保有量的增加,NOx总量减少不明显( 图2) 。由此可见,NOx 的消除工作仍需进一步加强。
NOx 是NO、N2O、NO2和N2O5的总称,其中NO占90%以上。煤和化石燃料的燃烧是NOx 排放的主要源头,按生成机理分主要包括热力型、燃料型和快速型( 表1) 。
根据《英国石油公司能源展望》( 2016) ,到2035年,化石燃料仍然是世界经济的主要能源,需求增长占53%。由此可见,围绕NOx 的控制减排将会是一项长期而艰巨的任务。NOx 的控制技术主要有燃烧控制技术和燃烧后控制技术。燃烧控制技术包括低氮燃烧技术、再燃烧技术和烟气再循环技术。在燃烧后控制技术中,选择性催化还原( SCR) 、选择性非催化还原( SNCR) 和SCR - SNCR混合技术是主要技术,这几种技术都*先在日本得到应用。从经济和技术效益考虑,选择性催化还原是*有效的NOx 后控制技术。
随着近年来我国对生态环境建设要求的不断提高,NOx 的有效消除已成为发展环境友好型社会的必然需求。本文立足于工业应用现状,对不同行业NOx 排放情况以及脱硝技术的使用情况进行总结,并指出其中的治理难点。在此基础上,围绕目前广泛使用的两种催化脱硝技术NH3 - SCR 和NO +CO,按催化剂的不同应用领域以及对应需求,分别对固定源中的中高温催化剂、低温催化剂、抗中毒催化剂以及移动源催化剂做详细介绍,并对可能的发展方向进行展望。
1 固定污染源及其治理状况
1. 1 电力行业
火电行业是我国排污大户。从“十二五”开始,国家重点推进电力行业的脱硝工作,截止2015 年底,我国火电脱硝装机容量比例已达到总装机容量的92%。目前火电行业的脱硝技术工艺较为成熟,成为大气污染防治的典范行业。
火力发电主要以煤、石油、天然气和垃圾等作为锅炉燃料,其中煤的使用*为广泛。电厂烟气主要成分有SO2、NOx、SO3、Hg 及碱金属等,其中,SO2排放浓度( 500 ~ 4 000 ) mg·m - 3,NOx 排放浓度( 100 ~1 000) mg·m- 3。省煤器出口烟气温度( 300 ~400) ℃,空气预热器出口烟气温度约117 ℃,尾部烟道烟气温度( 80 ~ 130) ℃。NOx 主要来源于空气中的N2与O2在> 1 300 ℃高温下反应以及燃料中含氮物质的燃烧产生。普遍采用的脱硝技术有SCR 和SNCR,其中,SCR 工艺占我国脱硝市场比例超过90%。SCR 布置方式有高尘布置和低尘布置,高尘布置是指布置在省煤器和空预器之间,这种布置方式应用*为广泛,但是烟尘含量大,容易导致催化剂堵塞进而造成催化剂失活; 低尘布置方式是将脱硝装置布置到除尘器之后或尾部,这样大大降低了烟尘的影响,延长了催化剂使用寿命,但是,除尘后烟气温度较低,无法满足现有催化剂的活性温度区间,脱硝效率显著降低。若使用外部热源提高烟气温度,又会增加运行成本。因此,研究低温脱硝催化剂成为发展趋势。此外,现有SCR催化剂的使用年限为3 ~ 5 年,所以未来几年将有大量的失活催化剂,估计到2018 年需要更新的脱硝催化剂将达到250 000 m3。因此,研究失活催化剂的改造再生以满足现有环保要求将成为主要问题。除上述因素外,研究具有特殊要求的催化剂如抗重金属和碱金属中毒催化剂,以适应电厂烟气中其他成分对催化剂的影响也是必要的发展方向。
垃圾焚烧发电是很多国家采用的一种生活垃圾处理方式。垃圾焚烧电厂中产生污染物的主要设备是垃圾焚烧炉,常用的垃圾焚烧炉有炉排炉和流化床炉。其中,炉排炉的使用约占垃圾焚烧炉市场的80%以上,这类焚烧炉技术成熟,适用于干燥的固体垃圾燃烧,且不需要添加助燃剂,产生烟气的主要成分以颗粒物、HCl、HF、NOx 以及剧毒有机污染物和重金属为主,SO2浓度较低。流化床焚烧炉可以处理固态、液态和气态的垃圾,但是需要添加助燃剂,以保证焚烧状态的稳定性,通常选择的助燃剂是煤,因此产生的烟气中SO2含量增加,焚烧炉出口烟气温度为( 140 ~ 170) ℃,NOx 排放浓度400 mg·m - 3,SOx排放浓度2 050 mg·m - 3,HCl 排放浓度< 800 mg·m - 3。在垃圾焚烧电厂烟气处理中,脱酸是*核心部分,常用脱硝手段有SNCR和SCR。SNCR 技术应用很多,其反应温度与炉膛燃烧温度( 800 ~ 1 000) ℃相符且操作维护成本低,但是脱硝效率只有30% ~ 70%,并存在氨泄漏问题,会导致锅炉尾部结垢和堵塞。SCR 技术应用较少,主要是因为烟气中重金属含量很大,易导致催化剂中毒。由此可见,发展低尘低温SCR 技术更加可行。
1. 2 玻璃行业
相比于火电行业,非电行业的污染排放越来越大,现已成为大气污染治理的重点。
我国玻璃生产中主要采用发生煤炉气、石焦油和天然气等为燃料。平板玻璃火焰温度( 1 500 ~2 000) ℃,且为富氧燃烧,此温度下空气中的N2和O2反应可以产生大量NOx。燃烧产生的废气主要有SO2、NOx、HCl、HF、碱性氧化物及少量重金属等。其中玻璃窑炉中SO2排放浓度( 300 ~3 300) mg·m-3,NOx 排放浓度( 1 200 ~ 3 000) mg·m - 3。玻璃的生产原料中含有石灰石和纯碱等,所以产生的烟气中碱性氧化物含量很高。作为玻璃澄清剂的芒硝( Na2SO4) 在高温下分解也会产生大量SO2。此外,玻璃生产中要进行动态换火,( 15 ~ 20) min进行一次,此时,窑炉烟气会发生很大变化,炉温会迅速降低再迅速升高,烟气浓度也发生显著变化。CO浓度迅速上升,NOx 和SO2浓度迅速下降。常见的平板玻璃生产线和日用玻璃生产线的排烟温度有所不同,分别为( 400 ~ 500) ℃和( 300 ~ 400) ℃,经余热锅炉后烟气温度降为( 180 ~ 220) ℃。统计调查显示, 2014 年前,全国玻璃行业中99% 的企业都未严格执行《平板玻璃大气污染物排放标准》。目前企业常用的脱硝技术有SCR、SNCR和臭氧氧化脱硝技术。SNCR 的炉内喷氨过程影响玻璃质量,难以推广应用。SCR 法的应用实例*多,但是脱硝效率不理想,存在的问题主要有玻璃窑炉换火时氨量会出现瞬时不足或过量; 烟气中其他成分引起催化剂中毒,如高SO2、碱金属和铅等。
1. 3 陶瓷行业
陶瓷生产大多选用柴油作燃料,部分使用水煤气。陶瓷制粉过程中使用喷雾干燥塔,排烟温度( 80 ~ 120) ℃。排放物中颗粒物浓度非常大,为( 10 000 ~ 30 000) mg·m - 3,NOx 排放浓度( 200 ~800) mg·m-3, SO2排放浓度( 800 ~5 000 ) mg·m-3。
陶瓷烧成温度高于1 200 ℃。梭式窑等间歇窑炉在高温段排烟温度大于1 000 ℃,隧道窑和辊道窑的排烟温度一般控制在( 100 ~ 150) ℃。窑炉产生的主要污染物有SO2、NOx、氟化物、氯化物和重金属Pb 等,其中,NOx 排放浓度( 250 ~ 1 100) mg·m-3,SO2排放浓度( 500 ~ 3 500) mg·m-3,HF 排放浓度( 1 ~120) mg·m-3,HCl 排放浓度( 1 ~350) mg·m-3,Pb 排放浓度( 0. 002 ~ 2. 750 ) mg·m - 3。陶瓷以碱金属氧化物和碱土金属氧化物为原料,因此灰分中碱金属及碱土金属含量很高。此外,陶瓷企业的废气排放量大,粉尘分散度高。国外陶瓷行业主要采用干式吸附器对NOx 进行吸附,脱硝效率高,但投资成本高。我国常用的脱硝技术有SCR 和SNCR,均是借鉴燃煤锅炉的脱硝技术。由于烟气成分的差异性,效果不理想,SCR 法存在的主要问题是不具有抗碱金属和重金属中毒的性能,效率不高于60%。此外,由于陶瓷企业是低空排放,氨逃逸严重,排放量甚至高于脱除的NOx,容易造成二次污染。陶瓷企业利润低,不适合成本高的催化剂。SNCR 技术由于需要在窑内喷氨或尿素,会影响陶瓷的烧成温度,同时还会造成釉面结晶,影响产品质量。
1. 4 水泥行业
水泥行业NOx 排放占全国NOx 排放总量的10% ~ 12%,是继火电和机动车之后的第三大污染源。水泥生产中产生废气的主要工艺是熟料煅烧。水泥窑炉分回转窑和立式窑,其中以回转窑为生产设备的新型干法水泥生产占我国水泥总产量的80%。窑头煤粉燃烧的*高温度约1 600 ℃,用于石灰质原料分解的分解炉内燃烧温度约900 ℃,回转窑内的燃烧温度为( 1 400 ~ 1 500) ℃,窑尾烟气温度约1 200 ℃,预热器出口烟气温度约300 ℃,除尘器后烟气温度为( 120 ~ 180) ℃。水泥在生产过程中,产生的NO 主要是热力型和燃料型,烟气中还含有NOx、CO2、SO2和HF 等主要成分。分解炉内产生的NOx 只有燃料型,而回转窑内产生的NOx 主要为热力型。由于水泥窑整体表现为碱性气氛,所以水泥窑产生的SO2等酸性气体很少,但是粉尘含量大,碱金属含量高。其中,颗粒物排放浓度( 30 000 ~ 80 000) mg·m - 3,SO2排放浓度( 50 ~200) mg·m-3,NOx 排放浓度( 800 ~ 1 200) mg·m-3。《国务院关于印发“十二五”节能减排综合性工作方案的通知》中指出,新建水泥生产线要安装效率不低于70%的脱硝设施。水泥行业常用的脱硝技术有SNCR 和SCR,其中SNCR 技术较为成熟,应用广泛,约占世界上水泥工业脱硝技术的90% 以上,存在的主要问题是污染转移,脱硝效率低。现有SCR 催化剂主要布置在除尘器之前以满足合适的反应温度,但是在高粉尘和高碱金属的烟气中催化剂易发生堵塞和中毒。低温SCR 催化剂布置在除尘器之后,可以避免粉尘的影响且无需再加热,是研究热点。此外,这种布置不会影响水泥的生产过程。
1. 5 钢铁行业
钢铁生产过程中的烧结机是NOx 排放的主要源头。烧结机机头排烟温度( 100 ~ 200) ℃,机尾排烟温度( 80 ~ 150) ℃。烟气主要成分有SO2、NOx、CO2、HF 和二噁英等,其中,粉尘排放浓度约为100 mg·m-3, SO2排放浓度( 400 ~ 1 500) mg·m-3,NOx 排放浓度( 200 ~ 310) mg·m - 3,二噁英排放浓度( 3 ~ 5) ng - TEQ·m - 3。燃料燃烧温度( 1 350 ~ 1 600) ℃,产生的NOx 包括热力型和燃料型。烧结产生烟气成分复杂,含湿量大,产生的NOx浓度基本在现有排放量之内,但是排放总量大,所以国家仍鼓励安装脱硝装置。脱硝技术主要有活性焦法和SCR 法[36]。活性焦法可以同时吸附多种物质,是一种一体化技术,且没有二次污染。SCR 法的脱硝效率更高。但若选用传统的高温SCR,则需要增加烟气加热装置。根据钢铁生产中尾气的排放温度,低温SCR 更为合适。
1. 6 焦化行业
炼焦过程中产生NOx 的主要设备是焦炉,常用燃料是煤气,主要分为高炉煤气和焦炉煤气,其燃烧温度和速度不同。高炉煤气燃烧温度( 1 400 ~1 500) ℃,燃烧速度慢,废气量大; 焦炉煤气燃烧温度( 1 800 ~2 000) ℃,燃烧速度快,废气量小。烟气中主要含有SO2、NOx、CO、CO2、H2 S 和苯并芘等。
其中, SO2排放浓度较低,为( 30 ~ 190) mg·m-3,NOx排放浓度( 100 ~ 1 200) mg·m - 3。焦炉产生的烟尘量少,浓度为( 5 ~ 100) mg·m - 3。燃烧生成的NOx 以热力型为主,占95%以上。烟气排放温度较低,为( 180 ~ 300) ℃[39]。炼焦尾气脱硝技术有SCR 法、氧化脱硝法、有机催化脱硝和干法活性炭脱硝等。氧化脱硝法常用臭氧或过氧化氢作氧化剂,脱硝效率较高,但操作温度较低、范围小,易产生二次污染。低温SCR 法是目前应用的主要技术,但催化剂的抗硫中毒性能有待进一步提高。
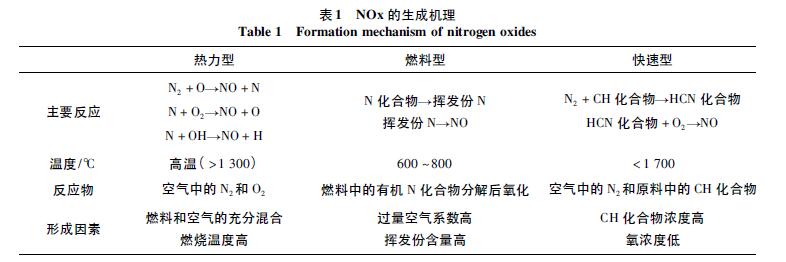
总体来说,随着国家对NOx 排放限值的不断收严,火电行业在SCR 成熟应用的背景下,需继续进行超低排放的改造。玻璃、陶瓷、水泥、钢铁和焦化等非电行业NOx 的污染比重逐年增长( 图3) ,在参考火电行业脱硝经验基础上,应根据各自烟气特点发展合适的脱硝手段。目前,SCR 脱硝是*为理想的技术,但仍需进行改进: ( 1) 大多行业的排烟温度均比现有成熟脱硝催化剂的温度窗口低,应开展低温脱硝催化剂研究工作; ( 2) 为适应不同行业烟气的复杂多样性,研发具有抗硫、抗碱金属和抗重金属性能的催化剂应引起重视。
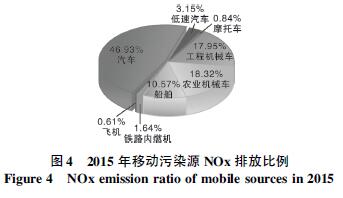
2 移动污染源及其治理状况
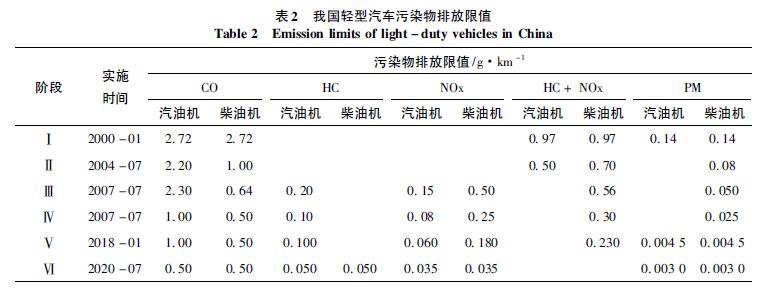
移动空气污染源是指位置随时间变化的污染源,其排放具有分散性和流动性的特点。国家明确规定将NOx 列为“十二五”四项污染物减排约束性指标之一,机动车成为“十二五”NOx 总量减排工作的重要组成部分。其中,机动车中污染*严重的是汽车( 图4) ,其尾气直接排放的污染物主要是CO、碳氢化合物、碳氢氧化合物、NOx、颗粒物、铅化合物和SOx。根据《中国机动车环境管理年报》统计数据表明, 2016 年我国汽车排放污染物中CO、碳氢化合物、NOx 和颗粒物排放量分别为29 985 kt、3 550 kt、5 346 kt 和512 kt,分别占机动车总排放量的86. 9%、83. 3%、91. 7% 和95. 8%。我国汽车排放法规一直沿用的是欧洲排放体系,2018 年1 月开始实施的第Ⅴ阶段标准与欧洲前五年的标准相同,但差距逐渐缩小,将于2020 年达到国际*新标准( 表2) 。
车用燃料有汽油、柴油和压缩天然气等,其中,汽油和柴油是目前汽车*常用燃料。汽油车排放尾气主要包括CO、HCs 和NOx。汽油车的排气温度较高,产生的NOx 浓度高,在高怠速时为300 × 10 - 6 ~1 000 × 10 - 6。汽车尾气控制技术分为燃料改革、燃烧结构改进和尾气净化,其中,以汽车尾气催化净化器*为有效。对汽油车而言,使用的催化剂主要是三效催化剂,可以同时催化氧化CO 和HCs,还原NOx 为CO2、H2O 和N2无害气体。但是传统三效催化剂起燃温度高,而发动机在开始工作前200 s内,排气温度不足200 ℃,污染物浓度高,HCs 排放量约占总排放量的60% ~ 80%。因此研发新的适用于较低起燃温度及稀薄燃烧的汽油车催化剂是目前面临的主要问题。
相比于汽油机,柴油机热效率更高,主要应用于载重汽车及船舶。柴油车排气温度低于汽油车,在行驶中*高为( 300 ~ 400) ℃],在高怠速时NO排放浓度30 × 10 - 6 ~ 300 × 10 - 6。但是,此时尾气中含氧量高,颗粒物和SO2浓度高,CO 和CH 浓度低。柴油机尾气后处理技术主要有选择性催化还原技术( SCR) 、稀燃NOx 吸附还原( LNT) 、选择性非催化还原技术( SNCR) 、柴油机氧化催化技术( DOC) 、颗粒物过滤器( DFC) 和颗粒氧化催化技术( POC) ,分别用于降低NOx、HC、CO 和颗粒物的排放。我国柴油机尾气净化NOx 技术主要采用的是NH3 - SCR 技术。但是,氨具有强烈的刺激性、毒性和腐蚀性,对人身及设备都有一定危害,因此在实际使用中还需降低氨泄露。此外,在较低温度下,形成的硝酸铵和硫酸氢铵会覆盖于催化剂表面,降低催化剂活性。因此,研究低温活性好、富氧条件下选择性高以及抗硫中毒的柴油车尾气催化净化剂是未来的挑战。
随着船舶运输和航空运输事业的快速发展,其排放的污染物对大气和水体造成的污染和危害日趋严重。船舶主要使用的是柴油机,尾气中污染物主要包括SO2和NOx。飞机尾气主要成分有CO2、H2O、CO、NO 和N2O,主要产生于飞机巡航阶段,因此尾气还会导致对平流层的破坏。目前对船舶尾气治理发展方向主要集中在高效低耗能的脱硫脱硝一体化处理技术,而飞机则以选用清洁的生物燃料为主。
虽然NOx 在不同领域中所处的工况和环境等各不相同,但是围绕其催化消除的技术方法基本相同,主要为分别以NH3、CO 及尿素等为还原剂的催化还原。
3 NH3-SCR脱硝催化剂研究现状
NH3 - SCR 是固定源中消除NOx 的主流技术,在柴油车中也有应用,具有脱硝效率高、N2选择性好、经济性强及操作简便等优势。按活性温度窗口将催化剂分为中高温NH3 - SCR 催化剂和低温NH3 -SCR 催化剂。中高温催化剂活性窗口在300 ℃ 以上,主要以V 基催化剂为代表。此外,分子筛催化剂在高温段也具有较好的活性和较宽的温度窗口。
3. 1 中高温NH3 - SCR 催化剂
3. 1. 1 V 基催化剂
V2O5 -WO3( MoO3) /TiO2催化剂是主要的工业脱硝催化剂,活性温度窗口为( 300 ~ 420) ℃。通常,催化剂需安装在省煤器和空气预热器之间,这样才能与催化剂活性温度匹配,避免对烟气的再加热。但在实际使用中,面临着高含尘量和高浓度SO2的反应环境。V2O5 - WO3( MoO3) /TiO2催化剂中,V2O5是反应的活性物种,锐钛矿型TiO2是催化剂载体,WO3( MoO3) 是反应促进剂,用于稳定催化剂结构,抑制催化剂烧结。Topse N Y利用原位在线傅里叶变换红外光谱详细研究了V2 O5 - TiO2催化剂的反应机理。研究发现,B 酸位浓度与NO 转化率直接相关,而L 酸位浓度与NO 转化率无明显关联性,即B 酸位为催化吸附NH3的主要位点。通过研究程序升温过程中酸位和含O 物种的变化,提出了催化反应循环过程,主要分为6 个骤: ( 1) SCR 反应开始于NH3在V5 + OH 或B 酸位上的吸附; ( 2) 吸附的NH3将一个H 转移给V5 + O 生成V5 + O -…+ H3N…HO V4 + ,完成部分还原; ( 3) 气态或与催化剂表面发生微弱吸附的NO 与V5 + O -…+ H3N…H OV4 + 反应生成V5 + O -…+ H3N N O…HO V4 + ; ( 4) V5 + O …+ H3N N O…H OV4 + 释放出V4 + OH; ( 5) V5 + O - …+ H3NN O 快速分解产生N2和H2O,同时释放出V5 +OH; ( 6) V4 + OH 与O2反应氧化为V5 + O,完成整个循环反应。Forzatti L 等进一步研究了V - W 的相互作用,发现V2O5 - WO3 /TiO2催化剂活性随着V2O5和WO3负载量的增加而提高,三元催化剂活性明显高于二元催化剂。V 和W 之间存在协同作用,可以增强催化剂的氧化还原性。W 通过促进再氧化过程加强了V2O5 /TiO2催化剂活性。这是由于氧化还原过程是SCR 反应的关键所在,而催化剂的再氧化过程是其决速步骤。V2O5 - MoO3 /TiO2催化剂也具有类似的氧化还原性质。Zhu Minghui 等]通过时间分辨原位IR 研究了表面氨物种在L 酸和B 酸位上的分布和活性。虽然对整个SCR 反应起主导作用的是表面吸附的NH +4,但是表面吸附少量的NH3可以极大促进反应活性的提高。
3. 1. 2 分子筛催化剂
分子筛是一类由硅、铝四面体构成的具有孔道结构的材料。分子筛催化剂具有较高的NO 转化率和高温热稳定性,因此成为柴油车尾气净化用NH3 - SCR 催化剂的理想选择。1986 年, Iwamoto M等首先发现了Cu2 + 交换的ZSM - 5 分子筛可以催化NO 分解,在823 K 和10 g·s·cm - 3 条件下,交换量为73%的Cu - ZSM - 5 分子筛可以转化NO为N2和O2的效率分别为85% 和70%。Komatsu T等[61]研究了Cu2 + 交换量以及硅铝比对催化剂活性的影响。单位Cu2 + 活性与Cu2 + 交换量呈正相关,与硅铝比呈负相关,但活化能始终不变。他们还发现Cu - O - Cu 二聚体为反应的活性中心。但是,Cu -ZSM - 5催化剂的水热稳定性较差,在水热老化过程中会失活。
与大孔Cu - ZSM - 5 分子筛相比,微孔分子筛的水热稳定性和活性更好。微孔分子筛催化剂于2010 年首先成功工业化应用于汽车NH3 - SCR 催化消除NO。Kwak J H 等对比研究了Cu -SSZ - 13、Cu - beta 和Cu - ZSM - 5 三种Cu2 + 交换分子筛催化剂的NH3 - SCR 活性。研究发现,Cu -SSZ - 13 催化剂活性和N2选择性均*好,Cu - ZSM -5次之,在( 200 ~ 550) ℃,Cu - SSZ - 13 催化剂活性均大于80%,NH3氧化能力*强。NH3 - SCR 的活性和稳定性与模板的孔隙特性、结构的稳定性、Cu物种的分布以及分子筛材料的酸性密切相关。
Niu Can 等合成的Cu3. 44 - SAPO - 34 催化剂800 ℃老化16 h,( 225 ~ 400) ℃时NO 转化率依然大于90%主要原因是水热老化过程增加了孤立态Cu2 + 活性位点,降低了活化能。Hu Xiaoqing 等研究进一步表明,颗粒尺寸不同Cu /SAPO - 34 催化剂的表观活化能不变,孔隙扩散不影响催化剂活性,活性Cu2 + 的动力学特性是影响反应速率的主要原因。除Cu 分子筛催化剂外,Fe 分子筛催化剂由于在高温下( > 400 ℃) 的稳定性和活性更好,显示出良好的应用前景。Rid Q Long 等 制备了Fe - ZSM - 5 催化剂,( 375 ~ 600) ℃时NO 转化率接近100%,高出工业用V 基催化剂活性约16 倍。
Gao Feng 等详细研究了Fe /SSZ - 13 催化剂中Fe 物种存在状态及SCR 反应活性中心,研究表明,催化剂中Fe 物种主要有表面Fe3 +、[Fe( OH)2]+ 单体、[HO - Fe - O - Fe - OH]2 + 二聚体、较大低聚物、低结晶性Fe2O3颗粒和孤立Fe2 + 离子。低温条件下,Fe3 + 为反应活性中心; 在高温SCR 和NO 氧化反应中,二聚体为反应活性中心; 在NH3氧化反应中,更高原子核数量的位点为反应活性中心。
3. 2 低温NH3 - SCR 脱硝催化剂
为了满足超洁净排放改造及低硫、低尘和低温度窗口等实际工况,低温脱硝催化剂的制备受到越来越多的关注。总的来说,低温催化剂一般是指反应温度在( 80 ~ 280) ℃的一类催化剂。
3. 2. 1 Ce 基催化剂
研究表明,CeO2在催化应用中具有显著优势,可以提高材料结构稳定性和催化剂活性。在Ce4 +和Ce3 + 氧化还原过程中,材料可实现对氧的储存和释放。CeO2通过促进NO 向NO2的氧化提高催化剂的氧化还原性,并具有适宜酸碱度、较低毒性和较低成本等优势,因此,被广泛应用于三效催化剂中。纯CeO2本身不具有较好的NH3 - SCR 活性,经硫酸化处理后,活性显著提高。这是由于硫酸化过程可以促进NH3在催化剂表面的吸附,同时还增加了表面活性氧物种。CeO2具有几种不同晶面。
DFT 理论计算表明,不同晶面上氧空位的形成能大小为{ 110} < { 100} < { 111} 。Han J 等在此基础上开展了研究,认为NO 还原与CeO2催化剂结构的关系主要体现在不同形貌CeO2的暴露晶面以及活性物种与载体的协同作用上。通过对Fe2O3 /CeO2催化剂的研究表明,表面吸附氧、氧缺陷和Fe原子浓度均与暴露晶面有关。Fe2O3 /CeO2{ 110} 对NO 和NH3的活性高于Fe2O3 /CeO2{ 111} 和单独的CeO2{ 110} 。为提高Ce 基催化剂活性,催化剂改性引起广泛关注,如CeTiOx、CeO2 /TiO2、CeWOx、WO3( x) - CeO2、CeZrOx、CeO2 - ZrO2 和MnOx - CeO2[81]等。France L J 等研究发现,催化剂中引入CeO2可以增加表面吸附氧浓度。在FeMnOx中掺杂Ce 可以使活性提高2 ~ 4 倍。Ce 掺杂物质的量分数12. 51% 时,90 ℃时NO 转化率为97%。此外,Ce 引入还可以抑制金属硫酸盐和硫酸氢铵的生成,提高催化剂的抗硫性。
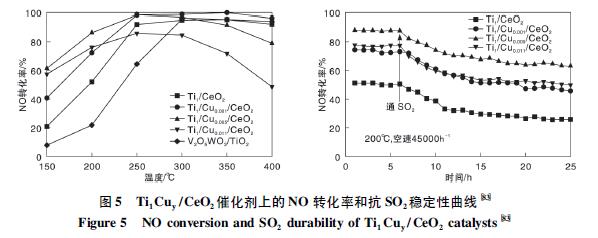
在CeTi 催化剂中,Ce 和Ti 在原子级别上的相互作用产生的Ce - O - Ti 有助于提高催化剂活性。Li Ping 等[75]用FETEM 直接观察到Ce - O - Ti 结构,无定型Ce0. 3 TiO∞在( 175 ~ 400) ℃ 时的NO 转化率为90%。此外,利用XANES 和原位FTIR 等证明了表面高度分散的Ce - O - Ti 结构是反应的活性中心。Chen Lei 等 利用溶胶- 凝胶法合成CuCeTi 催化剂,在( 150 ~ 250) ℃时的NO 转化率大于80%,Cu 提供的L 酸位点成为反应的活性中心,加速了低温段快速SCR 反应过程。Li Lulu 等在此基础上进行改进( 图5) ,在Ce - Ti 催化剂中掺杂了少量Cu2 + ,可以显著提高催化剂的低温SCR 活性。研究表明,Cu 与Ce 物质的量比0. 005 时,( 200 ~400) ℃的NO 转化率为80%,N2选择性为100%。Cu - O - Ce 的形成促进了Ce4 + 向Ce3 + 的转化,增加了表面活性氧。分散态Cu 增加了Ce -Ti 催化剂表面酸性,提高了NH3吸附能力,从而加速了反应向E - R 机理方向进行。在Ce - Ti 催化剂中掺杂W 可以在Ce - W 间产生强烈的相互作用,产生更多的Ce3 +、NOx 和NH3吸附物种,从而提高催化剂活性。Fu Mengfan 等发现,采用共浸渍法时,在( 200 ~ 400) ℃ 的NO 转化率大于90%。Shan Wenpo 等[84]利用均相沉淀法进一步提高了Ce -W - Ti 催化剂在高空速下的活性,在Ce 与W 物质的量比1∶ 1、空速500 000 h - 1和温度( 275 ~ 400) ℃条件下,NO 转化率为90%。W 的引入促进了活性Ce 的分散,增加了催化剂表面活性CeO2晶体、氧空位和酸位。在低温段( < 300 ℃) ,W 促进了NO 向NO2的氧化,在高温段( > 300 ℃) ,W 提高了N2选择性。
版权声明:本网注明来源为“环亚环保”的文字、图片内容,版权均属本站所有,如若转载,请注明本文出处:http://www.ythyhb.com 。同时本网转载内容仅为传播资讯,不代表本网观点。如涉及作品内容、版权和其它问题,请与本网站联系,我们将在及时删除内容。








 行业新闻
行业新闻