催化燃烧分为:蓄热式催化热力氧化RCO(Regeneration Catalytic Oxidizer)和换热式催化热力氧化 CO(Catalytic Oxidizer)。
催化燃烧和蓄热式热力焚烧RTO(Regenerative Thermal Oxidezer)废气治理技术,是目前能够实现VOCs达标排放的成熟技术。
两种技术从去除率、达标能力上来讲是一致的,但毕竟是两种截然不同的技术,在许多方面还是有区别的。下面对两种技术进行比较。
一、催化燃烧技术反应温度低
催化燃烧反应温度一般在250~400℃,热损失小,所需的能耗低;
而RTO反应温度一般在800~1000℃(个别资料提到反应温度760℃,但需增加反应停留时间),热损失大,所需的能耗高。
二、催化燃烧技术不产生NOx
RTO的反应温度比较高,会将空气中的氮气部分转化为NOx,并且这一转化率随着温度的提高、停留时间的延长会迅速提升,催化燃烧不会生成NOx。
据研究:
1)一套20万m3/h处理量的RTO设备,其NOx排放量约等于一台35t/h的燃煤流化床锅炉。
2)在930℃时,在空气气氛下,N2和O2反应生成的热力型NOx平衡浓度可以达到210ppm(265mg/m3),如果停留时间足够长,生成的NOx还会进一步增加。
3)《蓄热燃烧法工业有机废气治理工程技术规范》
5.5.1一般规定:在一般规定中,对治理工程处理后可达到的排放水平以及净化设备运行过程中的环境保护要求、监测要求等进行了原则性的规定。关于净化系统产生的二次污染物的控制在规范6.4中进行了规定。在此,需要指出的是,RTO处理为高温燃烧,在此过程中,有可能会生成NOx,需要对其净化予以考虑,具体排放要求执行国家或地方的相关排放标准。
基于此,如果采用RTO技术治理VOCs,后续要采取脱硝措施。
三、催化燃烧技术不产生二噁英
1.催化燃烧技术不产生二噁英
催化燃烧技术作为VOCs治理的主流技术,也是目前能够实现VOCs达标排放的成熟技术。
但许多业主,甚至环保从业人员,对催化氧化过程中是否生成二噁英顾虑重重,尤其碰到废气中含有卤素、芳烃等物质时,在选用催化氧化技术时就会更加慎重。
其实,用催化氧化技术处理VOCs废气,基本不同担心生成二噁英,如果催化剂配伍当中配置分解二噁英催化剂,就更不用担心二噁英问题。
二噁英又称二噁因,属于氯代三环芳烃类化合物,是由200多种异构体、同系物等组成的混合体。其毒性比氯化钾、砒霜强得多。是非常稳定又难以分解的一级致癌物质。二噁英中毒性*强的是2,3,7,8-四氯二苯并二噁英,其化学结构式为:
英文缩写为TCDD
二噁英主要来自垃圾焚烧、农药及含氯有机物的高温分解或不完全燃烧。含有氯仿、氯甲烷、氯乙烷等低碳氯代烃的有机废气在催化氧化过程中不会产生二噁英。
其理由是:
(1)催化氧化的稳定较低,在250-400℃之间。
(2)催化氧化的机理与直接燃烧(热力)燃烧不同。它是反应物分子(包括氧分子)被吸附在催化剂的活性中心上得到活化、解离、重组、脱附,主要的过程都在催化剂表面上完成,受催化剂表面结构控制。
(3)低碳氯代烃浓度很低,氧很丰裕的情况下,C-O、H-O、H-Cl结合的活性远大于C-C、C-Cl的结合。一个碳,两个碳的小分子,连接成氯代三环芳烃类结构是不大可能的。
可能产生二噁英的必须条件:
(1)含高浓度氯代烃,贫氧(氧不足),高温。
如垃圾焚烧:垃圾中往往含有氯的塑料制品;
燃烧物的中间易处于贫O2层。高浓度、贫O2是必要条件。
高温裂解属自由基反应机理,C-C键容易连接起来。
(2)如果废物或废气中含有氯代苯类等,浓度比较高,在贫O2条件下,不完全分解,易生成二噁英。
从上述二噁英的定义、生成机理、催化氧化反应机理等分析可知,用催化氧化技术对VOCs进行治理,不必担心二噁英的问题。如果催化剂配伍中配置了分解二噁英的催化剂,废气出口二噁英的达标就更有保证!
2.RTO技术在处理含氯废气时,会产生二噁英
RTO技术在处理含氯废气时会产生二噁英。如果要消除处理后废气中的二噁英,需要在二燃室将废气加热到>851℃,停留时间>2s,然后采用急冷技术,将废气温度从600℃迅速降温至150℃以下,这个时间不能超过2s,从而破坏二恶英再度生成的温度区间,消除二噁英。
四、催化燃烧技术投资低
处理同样规模的有机废气,设备配置水平相同,应用催化燃烧技术投资低于应用RTO技术的投资,一般为RTO技术投资的80%。
有客户认为,催化燃烧技术相比RTO技术,多了价格高昂的催化剂,为什么反而投资低?原因如下:
1)催化燃烧反应停留时间比RTO短得多,约为1/5;
2)RTO需配备脱硝设施;
3)针对含氯废气,RTO需增加急冷装置;
4)RTO需配备燃料储运设施;
5)RTO需配备备用电源;
6)RTO设备需采用耐高温的材料;
7)针对含氯废气,RTO需解决高温氯腐蚀问题,会大幅度增加设备投资。
五、催化燃烧技术运行费用低
催化燃烧因为反应温度低,与外界热量交换比较少,热损失小,需要补充的外加热源相应就比较小,因此运行费用低。
综上所述,RTO技术存在的问题是严重的二次污染,同时存在投资大、运行费用高、风险高等问题。
2019年7月1日实施的《制药工业大气污染物排放标准(GB 37823—2019)、《涂料、油墨及胶粘剂工业大气污染物排放标准》(GB 37824-2019)、《挥发性有机物无组织排放控制标准》(GB37822-2019)等,均正式提出了高温产生氮氧化物的问题、含氯废气产生二噁英的问题等。
上述标准的正式实施,极大地限制了RTO的应用范围,催化燃烧技术的优势得以凸显。相信随着整个社会对废气治理的关注、认知的提高,催化燃烧将会在越来越多的废气治理领域发挥作用。
1. 什么是催化剂?
催化剂是一种在加快化学反应速率的同时,自身的质量和化学性质在反应前后都没有发生变化的物质。在处理VOC的过程中,催化剂的使用可以大大降低所需要的反应温度。
2. 纳米催化剂能耐高温吗?
催化燃烧的工作温度平均在250oC-350oC左右,但是有的时候由于废气浓度的骤升,在催化燃烧过程中会出现瞬间达到五六百度的情况(飞温);此时,机器内部的温度感应器会发出信号,鼓入新鲜空气来稀释废气浓度,从而降低反应温度。我司开发的纳米催化剂具有良好的短暂抗高温能力,不会因瞬间高温烧结而降低使用效率。
3. 纳米催化剂能够用多久?
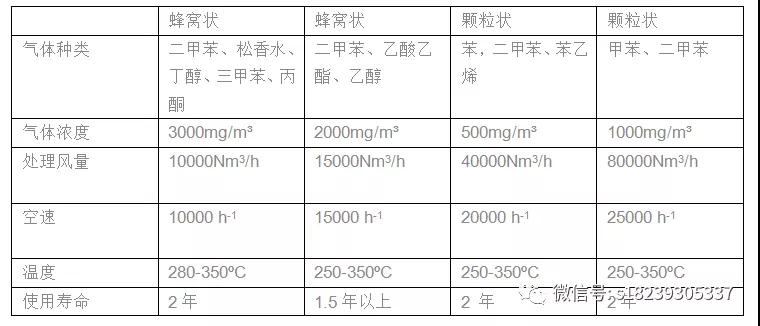
催化剂的使用寿命通常根据使用情况而定,一般情况可参照下表来判断。
4. 新型催化剂的制备工艺和传统贵金属有何区别?
贵金属催化剂的制备一般包含了第*载体(蜂窝陶瓷或堇青石),上面涂附第二载体Al2O3, 之后再涂附活性组分Pt,Pd,Rh,和助催化剂CeO2等。第二载体的粘结牢度和比表面积,以及贵金属涂层的粒子尺寸和活性反应单元决定了催化剂的性能。
因此,除了昂贵的金属价格,多次烧结多层涂附的复杂的制备工艺也提高了贵金属催化剂的成本。新型纳米非贵金属催化剂采用高效过渡金属复合材料一体成型,没有其他载体,大大简化了传统工艺的复杂程序。新型催化剂的优势主要体现在以下几点:
1、催化反应属于表面反应,我司催化剂活性成分100%,市面上不论贵金属还是非贵金属催化剂活性成分只是表面不到1微米厚的一薄层,因此,市面上的其他催化剂有可能会因为表面活性风蚀磨损脱落而失效,我司催化剂则不会因为磨损而失效,反而因为磨损出里面新鲜的催化剂而活性升高;
2、市面上的负载型催化剂均由第*载体上涂覆第二载体,第二载体上涂覆贵金属或非贵金属活性组分的构成,存在第*载体和第二载体膨胀系数不一致的情况,在热冲击下会造成严重的脱落,从而导致活性下降甚至失效,而我司催化剂是单一组分不存在此类问题。
5. 常见催化剂的化学组成成分是什么?
常见的催化剂一般分为两大类:贵金属催化剂和非贵金属催化剂,其中贵金属催化剂的活性成分主要有贵金属的铂,钯,和铑,而非贵金属催化剂的活性成分主要是过渡金属氧化物(稀土和稀有金属氧化物)和复合金属氧化物(固溶体,钙钛矿,和尖晶石)。
6. 对比直接燃烧,使用催化剂有何好处?
直接燃烧的温度一般在850℃-950℃,催化燃烧的温度一般在250℃-350℃;显然,催化燃烧由于催化剂的作用大幅度降低了反应所需温度,从而大大降低了能耗和运行成本。另外,直接燃烧会产生大量的副产物氮氧化物(这是形成酸雨的主要成分,国家对氮氧化物的管控也比较严格),造成二次污染。目前,国内外大多数企业已经开始在淘汰直接焚烧,转而使用催化燃烧。
7. 为什么有些气体需要更高的温度处理?
第*、不同的气体成分是不一样的,这跟气体的分子稳定性有关,一般来讲,含有苯环的VOCs废气如苯、甲苯、二甲苯这类的废气比较稳定,那么处理它们需要更高的能量,因此需要较高的温度来氧化它们;
第二,催化剂对不同的VOCs废气是有选择性的,我们根据不同行业废气的组分,开发出针对不同情况下的催化剂系列产品,我们会根据客户提供的废气组分为客户选择*适合客户工况的*佳催化剂。根据气体的不同,在燃烧过程中的处理效果也不一样。比如乙酸乙酯所需的反应温度要比甲苯高出40度左右。因此,在处理多种气体时,要充分考虑气体的成分和含量,选择适当的温度进行处理。
8. 起燃温度是什么?
起燃温度是指50%的气体被降解的温度,也被称为T50, 是一个催化剂的性能指标。原则上讲,在同样的空速下处理相同风量的气体,起燃温度越低,催化剂的性能越好。催化剂在长期使用后,会出现不同程度的老化,此时可以适当提高反应温度来提升净化率。
9. 用完以后的纳米催化剂能回收再利用吗?
长期使用后的催化剂活性会慢慢下降,使用一年以后可以上下对调,调整催化剂的摆放位置,也可以适当提高催化剂的反应温度来达到更好的催化效果。催化剂功能衰减到一定程度,不能达到处理目标时,请及时与我司联系更换新的催化剂。我们也可以根据你们的情况为你们提供催化剂激活或者直接回收的解决方案。
10. 如果催化剂容易发生堵塞,结焦失活问题怎么办?
由于蜂窝状催化剂在遇到有些含尘量较高的气体,容易出现堵塞细小的中间孔隙。我司的蜂窝状催化剂通过工艺改良,在保持空隙率一致的情况下,加大了孔径,大大降低了堵孔风险;除此之外,我司还可提供颗粒状的纳米催化剂,在使用期间可以定期翻动,既能增加使用效率,又能防止堵孔情况的发生。
11. 纳米催化剂的活性物质的负载量是多少?
我司的纳米催化剂是由高效纳米材料直接挤压成型,没有载体,既保证了里外热膨胀率一致,不会出现活性成分脱落的情况,又确保了客户的利益,不会出现因镀层厚薄或成分而影响使用寿命。
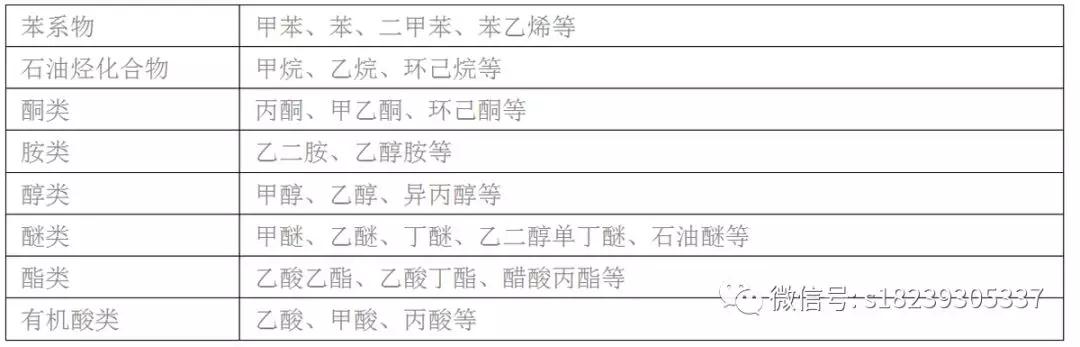
12. 纳米催化剂可以处理哪些气体?
详见下表:
13. 纳米催化剂在什么情况下容易失活?如何防止催化剂失活?
催化剂有几种情况会导致失活:
A.中毒失活:含硫、磷、砷、卤素灯化合物、重金属化合物会与催化剂活性成分发生不可逆的化学反应,生成化合物或者合金,导致催化剂永久失活,无法再生。因此,在处理之前要确认废气中不含硅、 砷、重金属等导致催化剂中毒成分。并且废气中卤素、硫、磷等成分浓度不宜过高。
B.闷死失活:低温状态下,大量的有机物进入催化床,造成催化剂“闷死”,导致暂时失活。因此,在RCO设备开启的时候,建议预先通过新鲜空气预热,当催化床内到达指定温度的时候再进行废气处理。如果出现闷死失活,可以通过高温方法再生。
C.堵塞、结焦失活:灰尘、积炭、高沸黏性物附着于催化剂表面,结焦(催化剂表面上的含碳沉积物),覆盖催化剂活性位点,导致催化剂作用丧失。因此,废气中粉尘、颗粒物比较多时要进行预处理,并且确保废气中不含粘性物质。
D.烧结失活:高温同时伴随水蒸气会引起严重的烧结和表面积损失,导致催化剂永久失活。在使用之前要对废气的含水量做一个评估,如果含水量超过30g/m3,需要预先干燥处理。
E.针对高温下的催化剂失活,可能存在以下几种情况:
第*,活性组分团聚引起的贵金属离子变大;
第二,催化剂成分之间固向反应,活性相消失;
第三,载体变相,比表面积收缩。
对于以上情况,都是属于不可逆反应,无法再生。
14. 现在市面上的催化剂有的是蜂窝状的,有的是颗粒状的,应该如何选择?
颗粒催化剂和蜂窝催化剂在填装后的区别包括:空隙率,线速度,床层阻力,气流分布,床层活动性,催化剂安装难易。蜂窝状的催化剂具有很高的比表面积,也就是说这样的形状能够大大地增加与气体接触的面积,从而提高反应效率。
但是在处理某些含尘率高的气体,如喷漆废气、漆包线废气等,遇到堵孔的情况,此时使用蜂窝状的催化剂就不合适了,建议使用颗粒状的以避免堵孔情况发生。
当然,催化剂大面积烧结也会引起催化剂性能衰退,净化效率降低等问题,我们可以根据您的具体问题为您提供一套预处理的解决方案。
15. 催化反应床需要注意什么问题?
A.在催化反应床中,催化剂的填装要紧密,同时要考虑材料的热胀冷缩,以免产生气体短路;
B.保证有机废气的浓度在爆炸极限(<8000mg/m3)的安全范围之内,且保证有机废气的含氧量大于5%;
C.避免通入含有重金属,硫,磷,氯,氟,树脂和高沸点聚合物等使催化剂中毒的物质;
D.催化剂在使用前应用小风量催化剂预热至300度以上,再通入废气,并且把催化剂的使用温度控制在320-450之间,已达到*佳使用效果。
16. 设备选型的程序是什么?
第*步:是要确定废气收集以后的风量,VOC的浓度,成分以及温度。
第二部:是要使用催化剂对于气体进行实验室测试,对于VOC浓度过大或者过小给予相对应的方案。
*后:是后期确定设计方案以及运行后的对于运行情况进行定期评估。
17. 催化燃烧过程中为什么会出现升温现象?
在催化燃烧的过程中,有机气体反应会放出大量的热量,如果气体升温过高,可以加入新鲜空气稀释。
如果在反应过程中没有热量放出,可能是由于VOC浓度过低,或者催化剂效果差造成。
如果催化剂性能下降,可以通过适当提高反应温度来达到良好的处理效果。如果催化剂的活性正常,则应考虑设备问题。
18. 影响催化剂性能的因素是什么?
催化剂的性能主要由催化剂的活性成分含量,表面微结构和单位面积内活性反应单元共同决定。一般来说,反应粒子越小,金属的利用率越高,性能越好。
换言之,贵金属的含量不是决定催化剂性能的唯一因素,相同金属含量如果制备工艺不同也会有性能上的天差地别。
19. VOCs 的污染源是什么?以及主要成分和危害是什么?
工业源主要包括石油炼制与石油化工、煤炭加工与转化等含VOCs原料的生产行业,油类(燃油、溶剂等)储存、运输和销售过程,涂料、油墨、胶粘剂、农药等以VOCs为原料的生产行业,涂装、印刷、粘合、工业清洗等含VOCs产品的使用过程;生活源包括建筑装饰装修、餐饮服务和服装干洗。
常见的VOCs包括苯系物、石油烃化合物、有机氯化物、氟里昂系列、有机酮类、胺类、醇类、醚类、酯类、酸类等。VOCs是引起雾霾的元凶,部分VOCs具有臭气,会严重危害人。
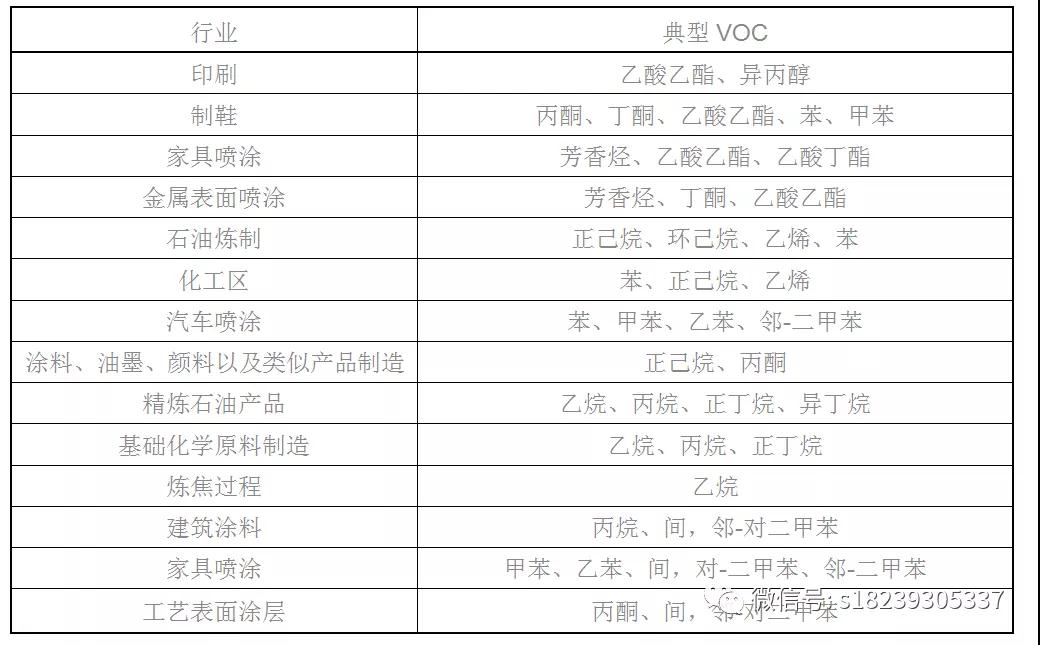
20. 不同行业的主要VOC是什么?
21. 在什么情况下选择RCO更合适?
RCO是一种低温催化燃烧技术,与吸附法不同,是一种能完全降解有机废气的技术。RCO适用于处理中高浓度的工业有机废气(200PPM-5000PPM),起燃后,对于中高浓度废气的反应放热基本可以支撑反应的温度,无需继续加热,因此与直接燃烧法相比大大降低了运营成本,而且不会产生氮氧化物等其他有污染的气体。
如果废气浓度过低,则需要使用活性炭或者沸石转轮浓缩后再进行处理;
针对浓度过高废气,则需要稀释后再进行处理。在催化燃烧技术中,催化剂约占投入成本的10%-15%,,是RCO技术的重要组成部分和主要考虑因素。
22. 在选择RTO设备的时候需要注意的问题有哪些?
要了解处理的气体种类,风量,设备成本和运行成本。尽量选择有资质的企业来设计废气处理方案,在设计的时候要充分考虑效仿,防爆等安全因素。
如果RTO设备安装或使用不当,会有爆炸的风险。有以下几个案例:
a)某企业 RTO 排放口爆炸原因,主要是有机废气排放浓度短时间内超高(超过了设计上限),导致燃烧室内温度急骤上升、尾气温度超高,在联锁切断有机废气进气后从旁路直接排空,因直接排空管线与尾气放空管为同一管线,高温尾气与高浓度有机废气直接混合,导致放空尾气管发生爆炸,同时由于废气进气管线未装阻火器,爆炸回火导致进气管线内着火。
b)某企业发生火灾的原因主要RTO 运行在正压状态下,导致切入废气时,燃烧室内高温气体回流引起PVC 管道(阻燃,着火温度为256℃左右)着火燃烧,进废气管线未安装阻火器,导致火势往上游漫延。
c)某企业重油储罐着火原因生产装置废气与储罐废气管线汇合后进RTO,在RTO 引风机故障情况下,生产装置高浓度气体倒窜进入重油储罐,高速气体产生静电导致储罐内气体着火。
23. RCO与生物废气处理方法的区别是什么?
生物废气方法的原理是利用微生物的生长代谢,将废气直接降解称为水,CO2,其他无机盐,并且提供可供微生物生长的能量。
现在的生物治理方法的主要特点是设备和运营成本低,对于含硫、含氮的气体,特别是臭气处理效果好。
但是对于废气的类型和废气的浓度有一定要求。例如,生物法对于水溶性较好的废气具有良好的处理效果,但是对于有生物毒性的就会造成微生物中毒死亡;
另外,生物方法的对于气体不具备广谱性,当气体种类或者浓度发生变化的时候,生物方法的处理效率会大大降低。
24. RCO的运行成本如何控制?
RCO设备起燃的时候需要用电或者用气加热,但是一旦达到反应温度,在有机废气浓度在2000ppm左右时,废气开始反应释放的热量基本上完全可以支撑反应所需的温度,无需继续加热,因此与直接燃烧法相比大大降低了运营成本,而且不会产生氮氧化物等其他有污染的气体。
当有机废气浓度较低时,如200ppm-1000ppm时,可采用吸附浓缩-催化燃烧联用处理有机废气,这样能够降低能耗,节省运营成本。同时,在催化燃烧技术中,催化剂约占投入成本的10%-15%,是RCO技术的重要组成部分和考虑因素。
版权声明:本网注明来源为“环亚环保”的文字、图片内容,版权均属本站所有,如若转载,请注明本文出处:http://www.ythyhb.com 。同时本网转载内容仅为传播资讯,不代表本网观点。如涉及作品内容、版权和其它问题,请与本网站联系,我们将在及时删除内容。








 行业新闻
行业新闻